Infosheet spindle bearings
SOROTEC GmbH Tel.: +49 (0) 7227 994255 0
Withig 12 Fax: +49 (0) 7227 994255 9
77836 Rheinmünster E Mail: sorotec@sorotec.de Version 1.0 März 2023
Floating bearings are not "loose bearings"
When storing a shaft in a machine, the thermal linear expansion must always be taken into account in the
design. In the case of a ball screw made of high alloy steel, for example, with a length of 0.1 ... 0.2 mm per
meter per 10 Kelvin temperature difference, this is quite considerable the additional tenths have to go
somewhere.
If the roller bearings were to be firmly connected at the ends both to the shaft and to the surrounding housing,
considerable axial stress would quickly arise as a result of thermal expansion. The bearings would be severely
overloaded and would wear out after a short time; Gradually louder, grinding rolling noises are the alarm signal
for bearing damage at the end.
Web: www.sorotec.de
Conflicting requirements
For this reason, the fit between the bearing seat on the shaft and
the inner ring of the bearing as well as that between the outer ring
and the bore in the housing is very tight on the fixed bearing.
Great forces may be required for assembly (plastic hammer, if
necessary driving sleeve for the inner ring), the use of heat and/or
cold to expand or shrink the components can also be helpful. In
any case, use oil!
At the floating bearing, a firm clamping should only guarantee the
guidance of the shaft radially (so that it does not "slack around"),
but it should be movable in the longitudinal direction to allow
thermal expansion without the build up of tension forces. The
mobility can take place either between the shaft and the inner ring
of the bearing or between the outer ring and the housing seat.
The bearing must not jam in one of the seats. However, the seat
must not be too loose either: even before any disruptive radial
mobility comes into play, one of the rings could begin to "wander"
and gradually wear down the seat on the shaft or in the housing.
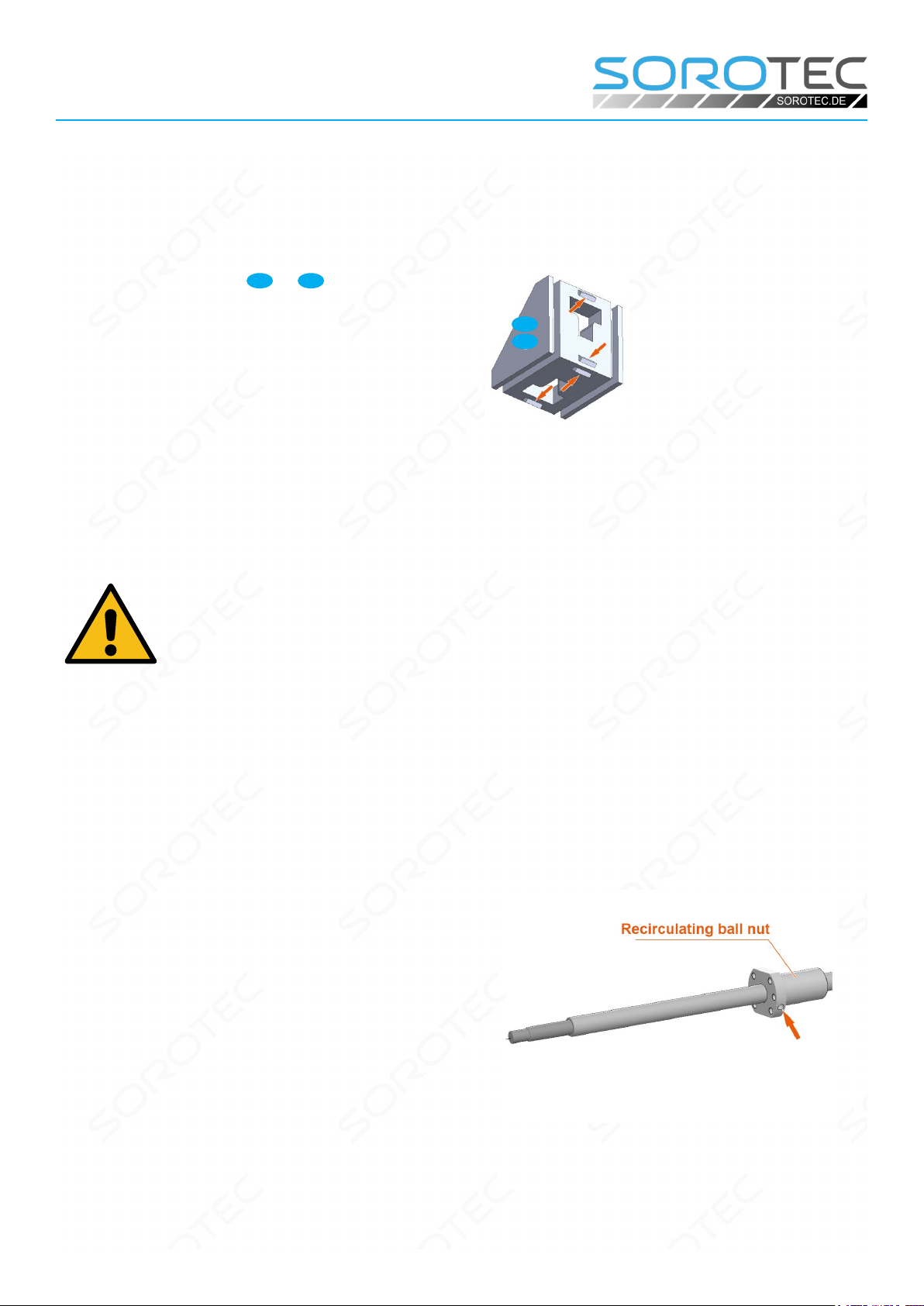
Compromise: tight but not clamped
In practice, a workable compromise is usually reached by sliding the floating bearing tightly onto the end of the
shaft, but without using much force. How large the force may be is at the discretion of the machine builder. The
span of justifiable handling ranges from energetic pressing by hand (but without hammer blows) to pushing it onto
the “sucking” seat.
Important to know: Standard parts such as bearings also have tolerances. With the problem discussed here, a few
thousandths of a millimeter can make a big difference one bearing is jammed, the next can be easily pushed on.
If possible, trying out several bearings can lead to success. Otherwise it has to be reworked. This is also normal
and commonplace in mechanical engineering.
Regrind bearing seat
If necessary, use a piece of abrasive fleece to make the loose bearing seat of the ball screw sufficiently free to
move. Alternatively, you can also use very fine grain sandpaper. Make sure you work evenly all around. Try
frequently to slide the bearing onto the oiled seat. If the inner ring is tight without binding, the floating bearing is
installed correctly.
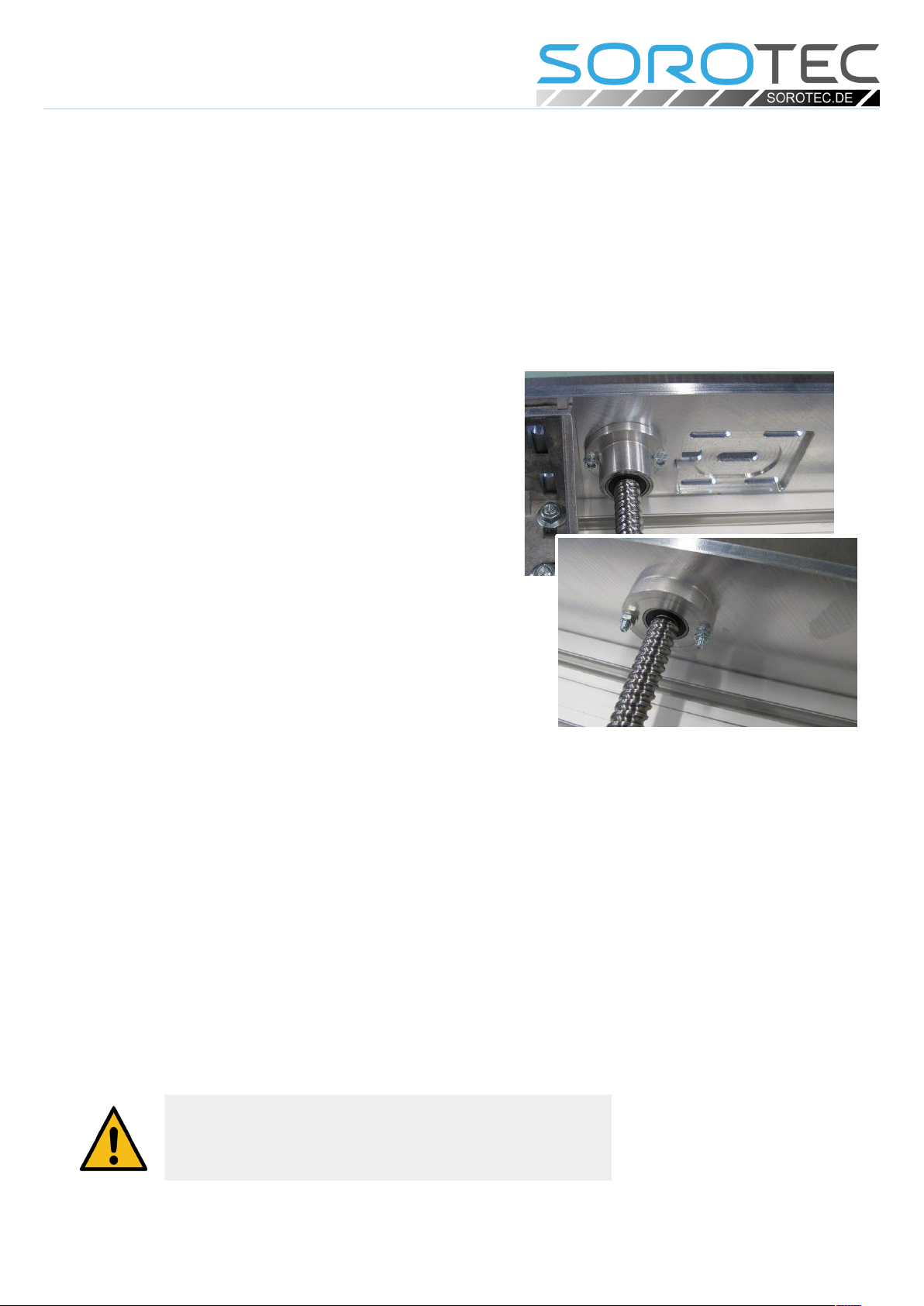
Fixed bearing (above) and floating
bearing in a Sorotec Alu-Line
Attention!
If you have to pull of a bearing that accidentally stuck by
gripping the outer ring, it is likely badly damaged and should
no longer be used.