8
Einstellen der Ausstossmenge
• Durch eine variable Ausstossmenge können Nahtdicke und Vorwärmzeit auf-
einander abgestimmt werden.
• Voreinstellung am Display
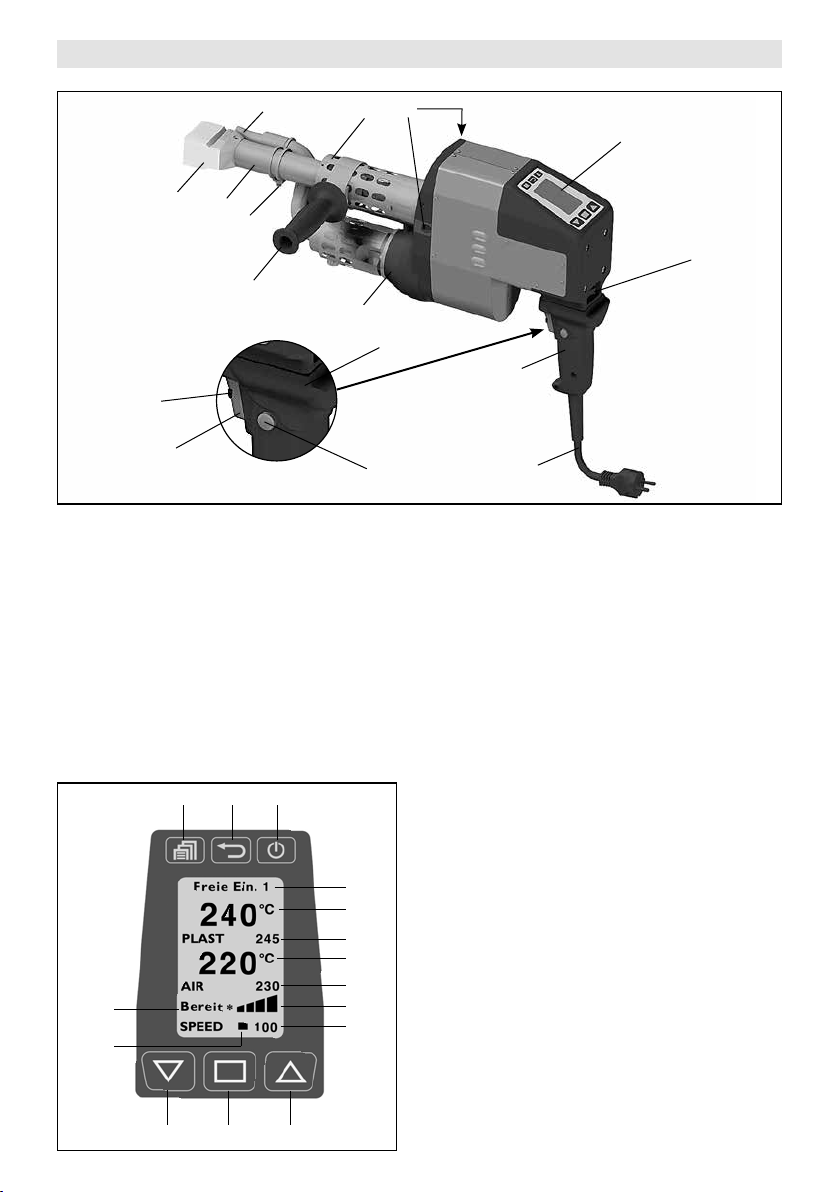
– Durch Drücken der Select-Taste (28) den Cursor auf die Position «SPEED»
stellen.
– Den maximalen Ausstosswert (30 bis 100) über die Up-Taste (29) oder
Down-Taste (27) festlegen (wird über den Anzeigebalken Antrieb (22)
dargestellt).
Einstellen der PLAST- und AIR-Temperaturen
• Durch drücken der Select-Taste (28) den Cursor auf die Position «PLAST»
bzw. «AIR» stellen.
• Den wert über die Up-Taste (29) oder Down-Taste (27) einstellen.
Feineinstellung während dem Schweissvorgang
• Vom maximal eingestellten Ausstosswert (z.B 85) kann durch
Drehen des Potentiometers (3) die Ausstossmenge auf das
Minimum reduziert werden (wird über den Anzeigebalken (22)
dargestellt).
• Der Massedurchsatz ist zudem von der verwendeten Schweiss-
drahtdicke abhängig. Ist der Ausstoss mit Ausstossanzeige “30”
und Potentiometerstellung “Minimum” zu gross, muss auf die
nächstkleinere Schweissdrahtdicke gewechselt werden.
Überwachung der Schweissparameter
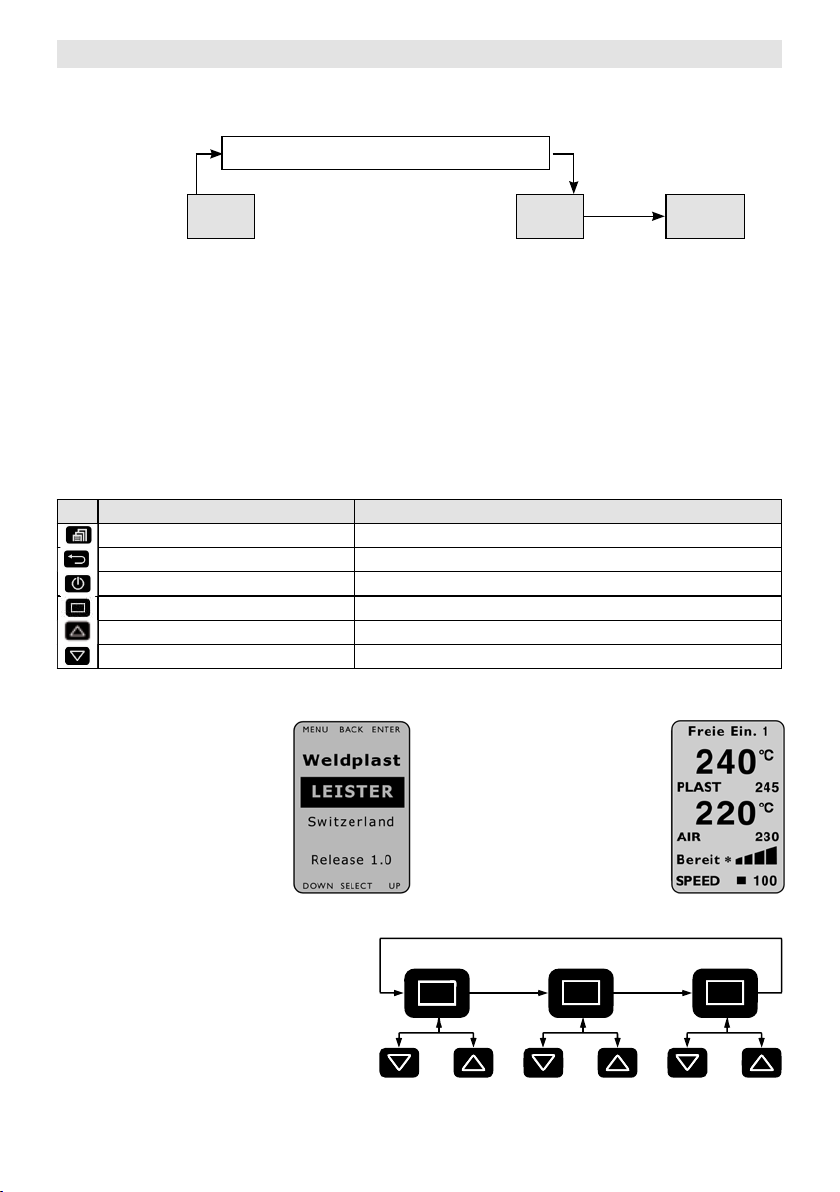
• Die Soll- und Istwerte der (Air) Luft- und (PLAST) Plastifizier-Temperaturen werden ständig überwacht. Weicht ein
Istwert vom entsprechenden Sollwert ab (Wert ist ausserhalb des Toleranzbandes), wird dies auf der Statusanzeige (30)
durch einen Statuswechsel signalisiert. Wenn nötig wird der Antriebsmotor vorübergehend gesperrt, bis die
Schweiss-
parameter wieder im vorgegebenen Toleranzband liegen. Die
möglichen Statusanzeigen und die Toleranzbänder sind
aus der folgenden Grafik, bzw. Tabelle ersichtlich.
Schweissvorbereitung
Nr Statusanzeige Status-Eigenschaften
Bereit* Schweissbereit
Frei M Abweichung der Schweiss-Parameter (Kunststo) > 10°C
Heizen Abweichung der Schweiss-Parameter (Kunststo) > - 30°C, Antriebsmotor gesperrt
30s Anlaufsperrzeit von 30 Sek., Antriebsmotor gesperrt
zu heiß Abweichung der Schweiss-Parameter (Kunststo) > + 30°C, Antriebsmotor gesperrt
1
2
3
4
5
3
22
30
27 28 29
22